This blog was originally posted on Hydrocarbon Processing and is a follow-up article to “Automate furnace controls to improve safety and energy efficiency,” which was published in the June 2014 edition of Hydrocarbon Processing. That earlier article described how automatic controls could be used in furnaces to enhance both safety and efficiency at the basic process control system (BPCS) level.
The following describes a modern philosophy for furnace safeguarding. Fuel-rich combustion and flameout are among the leading causes of furnace explosions in the refining industry. Historically, automated safeguards have rarely been used to protect against these hazards since they were unable to detect the nature of the hazard (fuel-rich condition vs. flameout) accurately, reliably or quickly. New laser-based technologies to monitor combustion, such as a tunable diode laser (TDL) and quantum cascade laser (QCL), can help make furnaces safer.
Understanding the hazard
Viewed simplistically, a furnace is a large enclosure with small outlets (e.g., stack, burners, peep doors). If safeguards fail, fuel can accumulate in the furnace and rapidly ignite. Without a way to dissipate the energy, the resulting pressure surge cannot be contained, resulting in catastrophic mechanical failure of the furnace (explosion). So-called “explosion doors” or “pressure relief doors” are rarely effective in adequately dissipating the pressure. If the explosion ruptures the process coil, a much bigger fire may ensue, further escalating the severity of the event.
A furnace explosion due to the accumulation of unburned fuel is caused by one of two conditions: fuel-rich or flameout.
In a fuel-rich condition, fuel accumulates due to a lack of air. When the air supply falls below the stoichiometric requirement, the combustion reaction does not go to completion and carbon monoxide (CO) is produced. Indications of a fuel-rich condition include low oxygen and high CO concentrations in the flue gas. Other possible indications include huffing or woofing sounds, smoke and a loss of firebox temperature despite the addition of fuel. If air is quickly reintroduced, the accumulated CO may rapidly ignite, causing an explosion. Therefore, automated functions to introduce air are inappropriate. Automated fuel trips are also potentially unsafe, since the collapse of the fires generates a vacuum, rapidly pulling air into the furnace. Safe recovery from a fuel-rich condition is achieved by sending personnel away from the furnace and gradually reducing the fuel flow. This action results in a gradual transition from a fuel-rich to an air-rich condition, while combustion continues uninterrupted. Note: A fuel-rich condition may lead to flameout—a different hazard—if not quickly addressed.
Common reasons for a fuel-rich condition include operator error, burner mismanagement, a rapid increase in fuel heating value and a stack damper that is too far closed. BPCS controls that are configured without regard for oxygen concentration are another common cause for fuel-rich combustion.
In a flameout, combustion is interrupted—or may never have been established (possibly during startup activities)—and fuel accumulates in the firebox. Indications of a flameout include loss of temperature and rising oxygen in the firebox despite the addition of fuel, along with increasing methane concentration in the flue gas and loss of flame indication via flame scanners (if so equipped). An explosion occurs if the accumulated fuel finds a source of ignition or auto-ignites off a hot surface. Safe recovery from a flameout condition may not be possible. The best response is to send personnel away from the furnace and to initiate a total trip of all fuels in the hope that the unburned fuel purges before an explosion occurs. Dry snuffing steam may be introduced after tripping the fuels if the steam valve is located at a safe distance away from the furnace.
Traditional extractive oxygen analyzer technologies may create a particularly devious trap for the operator in a flameout condition. Unburned fuel may burn in the analyzer itself, consuming oxygen. Without any flame in the firebox, the analyzer may report seemingly normal oxygen levels—and this false information may lead even the best operator astray, prompting an inappropriate response and a higher probability of an explosion.
If the burners are operated within their premised operating envelope for fuel pressure and composition, flameout generally does not occur without extenuating circumstances. For this reason, a safe operating envelope for each furnace application must be defined and adhered to, along with an appropriate inspection/maintenance program to ensure operating reliability within that envelope. Trips, as prescribed in API 556 for fuel gas gas pressure, are also required to protect against flameout.
The traditional approach to furnace safeguarding
In preventing firebox explosions, the first (and best, in the opinion of the author) line of defense is a well-trained, engaged operator who can quickly recognize the combustion hazard, discern between fuel-rich and flameout conditions and take appropriate action.
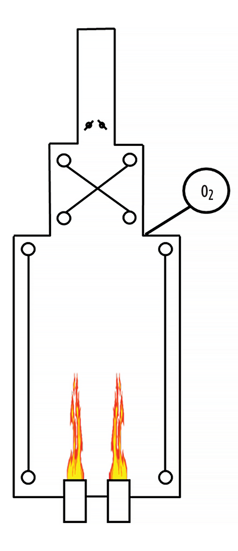
The most common BPCS safeguard employed is an alarm set to warn against low oxygen in the flue gas. Traditionally, a close-coupled extractive analyzer or an in-situ analyzer is placed at the exit of the radiant section where flue gas at one specific location is measured (FIG. 1). Multiple analyzers are sometimes used in large furnaces to account for localized variation in oxygen concentration.
Carefully thought-out BPCS controls—as described in the author’s earlier work1—can greatly enhance furnace safeguarding. Specifically, overrides and limiting controls based on conventional oxygen analyzer technology can provide an effective first layer of defense. If these controls are applied in conjunction with appropriate administrative controls, the safety risk associated with combustion hazards will have been largely mitigated.
However, the most desirable approach would be to directly measure the hazardous condition (accumulation of CO or methane) and would include an automated safeguard. However, traditionally, no such safeguard is employed.
Why is this? The answer lies in understanding what an appropriate automated safeguard would look like, and the failings of traditional flue gas analyzer technologies, such as close-coupled extractive and in-situ types. Fuel-rich combustion and flameout may lead to similar consequences, but the appropriate response to each is different; an automated safeguard would need to distinguish between the two. For fuel-rich combustion, all BPCS firing-side controls should be placed in manual and the fuel trimmed back until the condition clears. For flameout, both main and pilot fuels should trip.
For fuel-rich combustion, automated safeguards have not been used because:
- Oxygen analyzers have reasonable accuracy and reliability, but oxygen content is not a direct indication of the developing hazard; it is a surrogate for CO. The measured oxygen level, where CO starts to accumulate, is difficult to determine and changes with a variety of factors, including:
о Operating conditions (e.g., firing rate, firebox temperature, draft)
о Tramp air ingress (air that enters the furnace through leaks in the walls)
о Burner’s mechanical condition
о Mismanagement of individual burners (such as burners off with registers open, burners on with registers not uniformly adjusted, and wrong burner tips installed).
An automated furnace trip based on oxygen could be used; however, it must activate prior to becoming fuel-rich, since tripping is an inappropriate response once combustion is fuel-rich. Even then, combustion may transition to a fuel-rich condition during the response time in the oxygen analyzer. The automated safeguard could instead be configured to trim the fuel (the correct response to a fuel-rich condition). However, it may be difficult to establish an oxygen setpoint that is both effective when needed but not restrictive during normal operations.
- Based on the author’s observations, analyzers for combustibles (to measure CO) are too inaccurate, too slow and too unreliable.
о The poor accuracy of traditional analyzers prevents meaningful alarms from being set and results in the analyzers being ignored by operators. If the analyzers are used in a trip function, spurious trips result, which incur economic losses. The restart effort from a spurious trip is also a period of higher risk, as personnel are under pressure to recover from the trip. The frequency of spurious trips may be reduced by using multiple analyzers in a voting scheme, but, typically, this is insufficient for acceptable accuracy, and the cost of multiple analyzers is high.
о The analyzer response time is 10 sec–60 sec, which may be too long to avoid the hazard.
о Combustibles sensors using catalytic bead technology may be configured to produce a false, top-of-scale value when oxygen falls below a certain value, if the combustibles sensors are in a common device with oxygen sensors. This is because the combustibles sensors require oxygen to produce a value.
- Both combustibles and oxygen analyzers measure at a single-point location. If flue gases are not well mixed, a hazardous condition could be missed, especially in large firebox configurations.
- Flame scanners do not detect a fuel-rich condition, since combustion has not stopped.
For flameout, automated safeguards have not been used because:
- Flame scanners could provide an effective safeguard; however, they are rarely used in refinery heater applications due to high cost and insufficient reliability. Spurious trips incur economic loss, and the restart effort is often a period of higher risk. Redundant scanners in voting schemes can help reduce the frequency of spurious trips, but the cost and complexity of most multi-burner applications typically make this an infeasible solution. Typically, refinery heaters have four or more burners, and may have dozens or even hundreds of burners.
- Methane analyzers have failings similar to combustibles analyzers, making them too inaccurate, too slow and too unreliable.
- Methane analyzers measure at a single-point location. If flue gases are not well-mixed, a hazardous condition could be missed, especially in large firebox configurations.
- In oil-fired applications and in some gas-fired cases, there is no methane in the fuel, which would make flue gas analysis for methane ineffective.
Using laser-based flue gas analyzers in automated safeguards
With the advent of laser-based flue gas analyzer technologies to measure CO and methane, the failings of conventional technologies can be overcome to employ effective safeguards. TDL can measure both CO and methane, individually or in a single device. QCL can measure CO, but not methane. The measurement is fast (less than 5 sec in response time), accurate and reliable.
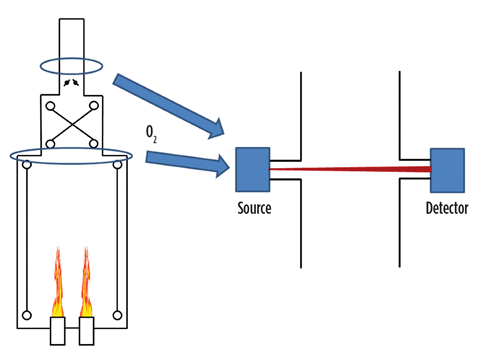
With these technologies, a laser beam is placed in the path of the flue gas and the concentration of CO or methane is determined from the energy absorbed from the laser, providing an average concentration along the path of the laser beam. For use as a safeguard, the laser is most appropriately located where all the flue gases are collected and well mixed, such as at the exit of the radiant section or in the stack (FIG. 2). Unlike oxygen, CO and methane readings are relatively unaffected by tramp air ingress, which may be present in the stack flue gases, since air has zero CO and methane. However, stack-based applications must consider the potential for afterburning caused by tramp air to impact the concentration of CO prior to reaching the analyzer, and increased lag time in response for both CO and methane due to the added distance that the flue gas must travel.
Automated safeguards using laser-based measurement of CO and methane can be configured as follows:
- The fuel-rich combustion safeguard activates on high CO to place all BPCS firing controls in manual, and partially reduces the fuel flow by an amount that brings combustion out of the fuel-rich condition. Controls remain in manual mode until the CO reading comes down.
- The flameout safeguard activates on high methane to trip all fuels (both main and pilot) to the furnace. This presumes that the furnace is fired with a gaseous fuel that contains a significant concentration of methane.
Laser-based analyzers are more reliable than conventional technologies, which makes them suitable for use in automated safeguards. In the case of fuel-rich combustion, if the safeguard activates spuriously, the operational impact is easily managed because the safeguard only acts to trim the fuel, and not to trip it entirely. Flameout safeguards can employ multiple devices in voting schemes if the reliability based on a single methane analyzer is deemed insufficient.
Successful implementation of laser-based flue gas analyzers requires careful attention to detail. The challenges with these devices include beam divergence over long distances; suitability for measurements across a wide range of temperatures, from ambient to normal operating temperature; and signal interference between water, CO and methane (TDL only, not applicable to QCL).
An example of proven-in-use reliability is at the Phillips 66 Humber Refinery in South Killingholme, UK, where more than 50 TDL analyzers have been installed to measure CO and methane, and are integrated into heater safety instrumented system (SIS) units. Based on discussions between the author and various other end users and analyzer suppliers, the prevalence of laser-based analyzers is quickly growing in the refining industry.
To take credit for these safeguards in a quantitative hazard evaluation protocol, such as layers of protection analysis (LOPA), they would need to be configured with sufficient independence from the BPCS controls. When configured in the BPCS, a significant improvement in safeguarding is still achieved, even if credit cannot be claimed by the hazard evaluation protocol.
Laser-based technologies for measuring oxygen may also be used to enhance the effectiveness of BPCS control strategies outlined in the reference mentioned at the start of this article.
Takeaway
The speed, accuracy and reliability of laser-based flue gas analyzers make them suitable for use in automated safeguards for refinery fired heater applications. TDL analyzers can measure both CO and methane; QCL analyzers can measure CO. Finally, there is a way to directly measure hazardous combustion to accurately distinguish between fuel-rich and flameout conditions, and to provide effective, automated safeguards to mitigate these hazards. HP
LITERATURE CITED
- Mickity, D., “Automate furnace controls to improve safety and energy efficiency,” Hydrocarbon Processing,June 2014.
